Высокая надежность сварных соединений позволяет производить скрытый монтаж трубопроводов — с заделкой в конструкцию здания. Это создает дополнительные преимущества с точки зрения дизайна помещений.
Некоторые общие правила сварки пластиковых труб
Монтаж полимерных труб рекомендуется производить при плюсовой температуре окружающего воздуха.
Хорошо свариваться могут только термопласты одного химического состава, т.е. трубы ПП типа 3 должны соединяться с трубами и фитингами из ПП типа 3. В этом случае при нагреве до определенной температуры, изделия имеют одинаковую текучесть, обеспечивающую качественное соединение. При условии одинаковой марки труб, их цвет значения не имеет. Он определяется очень малым количеством химически нейтрального пигмента, не оказывающего влияния на свариваемость.
Свариваемые части труб и инструмент должны быть чистыми. Особенно отрицательно сказывается на качестве соединения наличие на поверхности деталей масла и жира. Их нужно удалять с помощью спирта, ацетона или других растворителей. Инструмент следует очищать спиртом. Используемая для этих целей ветошь не должна оставлять волокон.
К загрязнениям можно отнести и внешний слой полимера, подвергнувшийся разрушению под действием ультрафиолета и кислорода воздуха. Удалить его можно только механической зачисткой. Иногда на поверхности труб может конденсироваться влага, которая также представляет опасность для соединения. Перед сваркой ее нужно удалить просушкой.
Не нужно пытаться ускорить охлаждение соединения с помощью воды или холодного воздуха. Быстрое охлаждение шва может привести к возникновению напряжений, снижающих его прочность. Если сварка полипропиленовых труб происходит при низкой температуре окружающего воздуха, нужно замедлить охлаждение, укрыв шов тканью или теплоизолятором.
Сварка полипропиленовых труб враструб
Для сварки полипропиленовых труб используются фитинги (углы, тройники, отводы) из того же материала, что и сами трубы. Использование дополнительных соединительных деталей нельзя рассматривать как недостаток способа, поскольку одновременно с соединяющей функцией они также играют роль элементов, обеспечивающих изменение направления трубопроводов.
Схематично процесс сварки враструб представляет собой оплавление сопрягаемых поверхностей (внешней поверхности трубы и внутренней — фитинга) с помощью специального нагревательного инструмента, сборку нагретых деталей (вставка трубы в фитинг) и оставление их в таком положении до охлаждения.
Соединение враструб является более надежным, чем сварка встык. Сам характер соединения (труба вставляется в фитинг) обеспечивает его повышенную прочность, не требует инструмента для центровки труб и не предъявляет высоких требований к практическим навыкам пользователя. Сварка полипропиленовых труб своими руками посильна не только любому мужчине, но и многим женщинам.
Оборудование для сварки враструб. Аппараты для сварки полипропиленовых труб враструб, называемые также паяльниками или утюгами, представляют собой устройства, основной частью которых является нагревательная головка, на которой закрепляются сменные элементы — муфты и дорны. Первые служат для нагрева наружных поверхностей труб, вторые нагревают внутренние поверхности фитингов.
Непосредственно нагреватель чаще всего имеет форму треугольной пластины, хотя встречаются и другие виды исполнения. Размеры пластины определяют размер насадок (диаметр труб, которые можно сваривать) и число нагревательных пар, которое может быть установлено одновременно. Чем больше площадь пластины, тем мощнее аппарат.
При закреплении, муфты и дорны нужно размещать таким образом, чтобы обеспечивался их контакт с пластиной всей опорной поверхностью.
Что касается мощности паяльника, если муфта и дорн контактируют с пластиной по всей площади, то необходимая температура нагревательной пары в 260°C будет достигнута в любом случае — независимо от мощности паяльника (в разумных пределах). Просто менее мощному аппарату для выхода на рабочий режим потребуется больше времени, чем более мощному.
Существуют модели паяльников, у которых нагревательная головка имеет форму стержня. Их основным достоинством является компактность. Что касается технических параметров, то форма головки на них особого влияния не оказывает.
Важное значение имеет тип используемого термодатчика. Чем точнее его работа и меньше диапазон колебания температуры, тем качественней паяльник. Наиболее совершенными считаются электронные терморегуляторы, представляющие собой терморезисторы, способные измерять температуру не только очень точно, но и близко к рабочим поверхностям дорнов и муфт. Их использование позволяет снизить температурную инерционность аппарата, приблизить фактическую температуру нагревательной пары к той, которая отображается на шкале прибора. Капиллярные термостаты и тем более биметаллические реле работают более грубо. Диапазон регулировки и расхождение между фактической температурой дорна и муфты и той, которая установлена на шкале прибора, у них гораздо выше, чем у терморезисторов.
Однако независимо от используемого терморегулятора, после выхода аппарата на рабочий режим (согласно показаниям индикатора) нужно дать ему еще несколько минут на то, чтобы температура насадок окончательно сравнялась с той, которую показывает прибор. И только после этого приниматься за работу.
Можно встретить паяльники с двумя нагревательными элементами разной мощности, оснащенные отельными включателями. Причем мощность каждого нагревателя обеспечивает необходимый температурный режим в одиночку. Это позволяет выбирать оптимальную мощность, или использовать второй нагревательный элемент в качестве дублирующего на случай перегорания первого. Нагреватели можно включать и одновременно для форсированного выхода на рабочий режим.
Кроме набора дорнов и муфт, в комплект оборудования для сварки полипропиленовых труб могут входить различные вспомогательные инструменты и материалы — фаскосниматель, калиброватель, торцеватель, ножницы для резки труб, очищающая жидкость и пр. Не все из них входят в базовую комплектацию, некоторые предлагаются опционно.
Укомплектованность сварочного аппарата инструментом для подготовительных операций не менее важна, чем технические параметры самого паяльника. Желательно иметь как можно более полный набор, это даст возможность работать с любой трубой независимо от ее размера и характера армирования.
Технология сварки враструб
В процессе совмещения трубы с нагретой муфтой, внешний слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в нагретую муфту. Похожий эффект наблюдается при совмещении фитинга с нагретым дорном. При соединении после нагрева трубы и фитинга, труба упруго сжимается, а фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала.
Технология сварки полипропиленовых труб враструб состоит в выполнении следующих операций: резка трубы, подготовка деталей к сварке, монтаж и вывод на рабочий режим сварочного аппарата, установка деталей на прогрев, сборка соединения и его охлаждение.
Без больших усилий совместить трубу и фитинг вручную с нагретым инструментом, а затем — совместить трубу с фитингом в соединение, удается только при сварке трубопроводов небольших диаметров — до 40-50 мм. Для сварки труб диаметром больше 50 мм лучше использовать специальные центраторы для раструбной сварки.
Резка труб. Резку трубы выполняют специальными ножницами, исключающими смятие ее стенки.
Подготовка труб и фитингов к сварке. Стандартная подготовка заключается в очистке и обезжиривании наружной поверхности трубы и внутренней поверхности фитинга. Однако кроме стандартной есть еще и специальная подготовка, выполняемая в отношении армированных труб, — но не всех, а лишь некоторых из них. Осуществляющим монтаж полипропиленовых труб своими руками необходимо знать об особенностях подготовки труб, имеющих различное армирование.
Благодаря композитным ПП трубам с армированием алюминием или стекловолокном, достигается высокая термическая стабильность трубопровода (низкое температурное расширение), благодаря этому отпадает необходимость установки температурных компенсаторов в системах отопления и горячего водоснабжения. Армирование алюминием, кроме того, исключает диффузию кислорода в систему. Проникший через стенку трубы кислород насыщает воду замкнутых высокотемпературных систем газом, вызывающим кавитацию в вентилях, насосах и прочих элементах трубопровода.
Трубы без армирующего слоя или армированные стекловолокном не требуют никакой специальной подготовки.
Трубы, армированные алюминием, расположенным близко к поверхности (под тонким декоративным слоем полипропилена), требуют удаления армирующего слоя специальным инструментом — шейвером. При сварке ПП труб этот слой необходимо удалять, чтобы обеспечить прочную и неразрывную связь трубы с фитингом.
Трубы, в которых армирующий слой алюминия расположен в середине стенки, необходимо подвергать операции торцевания специальным инструментом, целью которой является удаление кромки алюминия, выходящей на торец трубы. Если этого не сделать, вода может проникнуть по открытому армирующему слою в середину стенки и вызвать ее вздутие.
Ниже приведены фото разрезов соединений сделанных без торцовки (неправильно) и с торцовкой (правильно).
Лучший результат достигается с применением специальных муфт. Их конструкция обеспечивает обволакивание полипропиленом кромки армирующего слоя (его замуровывание), в результате чего исключается его контакт с водой.
Иногда производителями труб даются рекомендации при подготовке трубы к сварке, независимо от наличия армирующего слоя, калибровать ее по наружному диаметру и снимать фаску. Необходимость первого объясняется возможной эллипсностью трубы, которая должна устраняться калибровкой. Снятие фаски призвано облегчать установку трубы в муфту. Однако в большинстве случаев, при сварке полипропиленовых труб своими руками, ни первого, ни второго не делают, считая эти операции излишними.
Подготовка сварочного аппарата («паяльника»). Перед началом работ, «паяльник» для сварки полипропиленовых труб необходимо надежно закрепить в кронштейне или на станине. Во время установки на прогрев, к деталям прилагаются определенные усилия, передающиеся на паяльник. Для удобства работы необходимо, чтобы он был прочно закреплен и неподвижен.
После установки аппарата, на его нагревателе закрепляется подходящая нагревательная пара (дорн и муфта), выставляется с помощью тумблера необходимое значение температуры нагрева, и аппарат включается в сеть. Температура инструмента для сварки полипропиленовых труб враструб должна составлять 260±10°С. Это значительно превышает температуру вязкотекучести полипропилена и делается с той целью, чтобы быстро оплавить поверхностный слой трубы и фитинга и снять детали, не допуская прогрева их стенки на всю толщину. В противном случае труба и фитинг потеряют жесткость, и их невозможно будет соединить.
Установка деталей на прогрев. После выхода аппарата для сварки полипропиленовых труб на рабочий режим (о чем должна просигнализировать индикация прибора), труба и фитинг одновременно устанавливаются для нагрева — труба вставляется в муфту, фитинг надевается на дорн. Если одновременная установка деталей невозможна, первым устанавливается фитинг, так как он массивнее.
Трубы и фитинги имеют материал на припуск, который выдавливается во время установки деталей, образуя грат — валик в виде кольца. Его сдвиг требует приложения определенной силы. Однако усилие не должно быть излишним, надвигать детали нужно постепенно, следя за тем, чтобы образующийся грат был правильной формы. Если фитинг надевается на дорн свободно, без усилия и образования грата, значит, он бракованный и использовать его нельзя.
Устанавливая детали, нужно контролировать глубину их установки, чтобы снять усилие, когда они упрутся в дно муфты и вершину дорна. В противном случае можно смять торец трубы и ограничитель фитинга. Для контроля за глубиной погружения трубы в муфту, на ней можно сделать отметку на необходимом расстоянии от торца. Но чаще всего этого не делают, трубу и фитинг просто устанавливают на оправку до тех пор, пока они не упрутся.
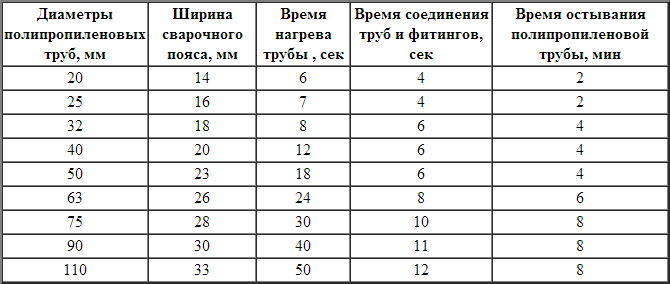
После установки деталей в муфту и на дорн аппарата для сварки пластиковых труб, нужно дать им время для оплавления поверхностей. Продолжительность нагрева — очень важный параметр. Она должна быть достаточной для того, чтобы поверхности нагрелись до состояния вязкотекучести, но не быть выше того значения, за которым детали начнут терять жесткость. У производителей пластиковых труб имеются таблицы, устанавливающие время нагрева в зависимости от марки полипропилена, диаметра трубы и толщины стенки. Ориентировочные значения продолжительности нагрева для трубы PPRC (ПП тип3) PN20 указаны в таблице ниже.
Сварка полипропиленовых труб своими руками: правила пайки для начинающих
Монтаж пластиковых труб можно выполнить своими руками с помощью простого сварочного оборудования для раструбной диффузной сварки. Рассказываем, как.

Фото: Андрей Дачник
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.

При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.



Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Пайка и монтаж полипропиленовых труб своими руками: как сделать это с помощью сварочного аппарата
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки
Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
Инструкция по монтажу

-
- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.

-
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
-
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
-
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез
-
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.

-
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.
Соединение металла с полипропиленом
При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Монтаж и сварка полипропиленовых труб для водопровода и отопления своими руками | Инструкция по технологии сварки враструб

1 Область применения и нормативная база
Трубы из полипропилена (точнее, рандом-сополимера пропилена, или PP-R) очень популярны для монтажа водопровода (горячее и холоденое водоснабжение внутри зданий) и систем отопления. Такие трубы соединяются методом «сварки нагретым инструментом в раструб».
Популярное название метода – «раструбная» сварка полипропиленовых труб, или сварка «в раструб» (или, как в старых нормативах, слитно «враструб»). Поскольку прямое соединение двух труб производится с помощью фитинга, который называется муфтой, другое популярное название метода – «муфтовая» сварка пластиковых труб.
Популярное название оборудования – «аппарат» для раструбной (муфтовой) сварки полипропиленовых труб. Жаргонно для ручных аппаратов – «паяльник» пластиковых труб. Последнее, хотя и в корне неправильно, но прижилось.
Работоспособная технология сварки враструб в настоящее время (февраль, 2015) регламентирована только немецкими нормами DVS: раструбная сварка полиэтиленовых труб – DVS 2207-1; технология сварки полипропиленовых труб – DVS 2207-11; раструбная сварка труб из ПВДФ – DVS 2207-15. Перечисленные нормы предлагают подробные инструкции по сварке труб, от подготовки до технологических режимов.
И всё, никаких других нормативов. И никаких других материалов. Имеет смысл отдельно сказать о ПВХ. ПВХ – материал жесткий и подверженный термодеструкции при нагреве. Трубы ПВХ малых диаметров склеивают в раструб специальным клеем. В принципе, напорные ПВХ трубы можно сваривать, но только стыковой сваркой. А определение «паяльник для труб ПВХ» рождено и поддерживается людьми, которые не делают разницы между ПП и ПВХ. Ну, не страшно, пусть будет паяльник для труб ПВХ, менеджер продаж понимает, что речь об аппарате для сварки враструб.
Устройство аппаратов и спецификации самого нагретого инструмента для сварки враструб регламентированы только немецкими нормами DVS, а именно DVS 2208-1.
В нашей стране разработка и ратификация комплексного нормативного документа по сварке труб нагретым инструментом враструб запланирована на 2016 г. Только пока неизвестно, будет ли это ГОСТ или СТО или пр. Документ в первом приближении уже готов и включает как устройство аппарата и сменного нагретого инструмента для сварки труб враструб, так и инструкцию по сварке полипропиленовых, полиэтиленовых и ПВДФ труб. Режимы сварки представлены в виде таблиц температуры и времени. Документ НЕ включает инструкции по проектированию и монтажу водопровода или системы отопления, это отдельная тема.
Несмотря на отсутствие легитимного описания технологии и оборудования, сварка враструб с давних пор рекомендована для различных трубопроводов некоторыми нормативами РФ:
- СНиП 3.05.04-85* (наружное водоснабжение и канализация) предлагает соединять полиэтиленовые трубы и фасонные части с помощью «сварки встык или враструб» (п.3.58. СНиП). В документе нет указания на ограничения метода или хотя бы на его суть. Трубы из других термопластов не упоминаются, и это понятно, поскольку речь в документе идет только о наружных трубопроводах.
- СП 40-102-2000 (монтаж водоснабжения и канализации из полимерных труб) предлагает соединять полиэтиленовые, полипропиленовые и полибутеновые трубы «на сварке враструб» (п.3.3.1 СП). Сварка враструб рекомендуется «для труб наружным диаметром до 110 мм и стенками любой толщины» (п.7.3.2 СП). Стилистическая ошибка в цитате (если кто заметил) – не в счет. Но по поводу стенок любой толщины – ошибка принципиальная. Автор когда-то лично потратил время, подбирая режим сварки труб с тонкой стенкой. Оказалось, что сварка возможна только при быстром нагреве свариваемых поверхностей нагретым инструментом с температурой 280-290ºС. Но при такой температуре любое тефлоновое покрытие нагретого инструмента довольно быстро разрушается. А если температура инструмента 260ºС, оплавление поверхностей занимает больше времени, тогда труба успевает прогреться насквозь и теряет необходимую упругость. Кстати, самой инструкции по сварке или таблицы режимов в СП нет.
- ВСН 003-88 Миннефтегазстроя (ПЭ и ПП нефтепроводы) предлагает соединять ПЭ и ПП трубы «контактной сваркой нагретым инструментом встык или враструб» (п.7.5.3.1. ВСН). Здесь даже приведена технология сварки полипропиленовых труб в виде таблицы времени сварки в зависимости от толщины стенки – время нагрева, технологической паузы и фиксации. И даже приведено вполне современное требование к температуре нагретого инструмента – 260±10°C. ВСН 003-88 – весьма уважаемый документ, хотя бы потому, что это один из первых в СССР (а именно, второй после ОСТ 6-19-505-79) документ, предлагающий внятную и работоспособную технологию стыковой сварки труб. Однако таблица раструбной сварки полипропиленовых труб здесь неработоспособна, хотя бы потому, что предлагает трубы с толщиной стенки менее 3 мм греть в течение 3-8 сек.
Оправданные практикой ограничения на применение сварки враструб предлагают только нормы DVS: диаметры 16-125 мм с ограничением снизу по толщине стенки труб (см. п.2, Табл.1).
На практике технология сварки враструб в подавляющем большинстве случаев применяется при монтаже водопровода и отопления из полипропиленовых труб. И наоборот, при монтаже водопровода и отопления из полипропиленовых труб в подавляющем большинстве случаев используется технологии раструбной (муфтовой) сварки. Таким образом, «технология сварки полипропиленовых труб» и «технология сварки в раструб» — практически синонимы. Это обусловлено набором взаимодополняющих обстоятельств:
- Среди всех методов сварки пластмасс сварка труб враструб – самая простая для выполнения своими руками, в домашних условиях. Ограничений всего два: (1) сварка враструб не работает на тонкостенных трубах; (2) с ростом диаметра выполнение сварки враструб становится технически сложным и экономически нецелесообразным. Т.е. это наилучший метод сварки для толстостенных труб малых диаметров.
- Для водопровода и систем отопления внутри зданий требуются трубы малых диаметров из теплостойкого материала.
- Внутридомовые трубопроводы предполагают множество изгибов и ответвлений, которые организуются соединительными деталями – фитингами.
- Полипропилен отличается низкой ценой, дешевле него – только совершенно не теплостойкий полиэтилен. Полипропилен довольно теплостойкий, хоть и уступает дорогому полибутену или еще более дорогому ПВДФ.
- При температурах 70-80°C полипропиленовые трубы имеют достаточную долговременную прочность только при большой толщине стенки. Этой толщины вполне достаточно для раструбной сварки.
Раструбная сварка полиэтиленовых труб технически не имеет противопоказаний. Но проблема в том, что полиэтиленовые трубы, как правило, имеют более высокий SDR. Другими словами, полиэтиленовые трубы тех диаметров, что пригодны для раструбной сварки, обычно имеют слишком тонкую стенку. Кроме того, по причине низкой цены и низкой теплостойкости полиэтилена, основное применение полиэтиленовых труб – наружные подземные водопроводы или газопроводы, а это уже большие диаметры. Т.е. диаметр и толщина стенки полиэтиленовых труб обычно непригодны для раструбной сварки.
Пару слов о полипропилене. Жесткий (изотактический) полипропилен, подходящий для производства труб, имеет три типа:
- гомополимер пропилена, или ПП Тип1, или PPH, или PP-H;
- блок-сополимер пропилена, или ПП Тип2, или PPB, или PP-B;
- рандом-сополимер пропилена, или ПП Тип3, или PPR, или PP-R.
Из них только рандом-сополимер пропилена применяется для монтажа систем горячего водоснабжения и отопления, поскольку сохраняет свойства в широком диапазоне температур. Гомополимер и блок-сополимер пропилена используются для сравнительно тонкостенных труб канализации и холодного водоснабжения и к сварке враструб отношения не имеют.
Так или иначе, в связи с разнообразием сополимеров пропилена, полипропиленовые трубы часто называют просто пропиленовыми.
2 Сварка и монтаж полипропиленовых труб своими руками
Собственно, хоть своими руками, хоть руками профессионала, технология сварки одна.
Т.е. вопрос в том, как пользоваться паяльником для труб.
Начнем с принципа технологии сварки полипропиленовых труб. Нагрев свариваемых поверхностей полипропиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С (см.п.4). Свариваемые поверхности – наружная поверхность полипропиленовой трубы и внутренняя поверхность полипропиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух половин:
половина, на которую с усилием надевается фитинг, называется «дорн»,
половина, в которую с усилием вставляется конец трубы, называется «гильза».
Пропиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно полипропиленовая труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно.
Наружный диаметр пропиленовой трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр пропиленового фитинга – несколько меньше номинального диаметра трубопровода. Например, пропиленовая труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а пропиленовый фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом.
По мере совмещения пропиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рис.1). Похожие процессы происходят при совмещении пропиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рис.2).


При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рис.3). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга.
При продвижении пропиленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рис.4). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.


Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить! При использовании ручного паяльника – просто удерживайте трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – зафиксируйте положение трубы и фитинга с помощью фиксатора, которым обязательно оборудован каждый приличный механический аппарат.
Время нагрева зависит от диаметра пропиленовой трубы (см. табл.1) и определяет глубину прогрева свариваемых поверхностей. Для полипропиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм.
По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом пропиленовая труба упруго сжимается, а пропиленовый фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубопровода (см. табл.1).
Если всё выполнено правильно, то после совмещения мы получим цельную полипропиленовую деталь как на рис.5. А после вваривания в фитинг второй трубы – деталь как на рис.6.
Непосредственно после совмещения трубы с фитингом прогретые слои некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации» (см. табл.1). При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения.
По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в табл.1.
Таким образом, время сварки полипропиленовых труб можно определить как сумму времени нагрева, перестановки, фиксации и полного остывания.
Ручная и механическая сварка водопроводных полипропиленовых труб
Качественные, практичные и долговечные трубы из синтетических материалов замещают собой менее долговечные, массивные и сложные в монтаже металлические трубы. Применяют пластиковые трубы для монтажа систем обогрева и водопроводных магистралей. Основное преимущество состоит в том, что качественная сварка полипропиленовых труб своими руками при наличии необходимого оборудования доступна даже непрофессионалам. Температура безопасной эксплуатации пластиковых труб — от -10 до + 90 градусов по шкале Цельсия.

Из полипропиленовых труб создают системы водоснабжения и отопления
Достоинства полипропиленовых труб
Длительное время эксплуатации, высокая температура теплоносителя и никакой коррозии на внутренних стенках, небольшой вес и быстрый способ сварки полипропиленовых труб – это основные преимущества полипропиленовых (ПП) труб. Стоимость армированной пластиковой трубы, которая применяется, например, в системах отопления, сопоставима с ценой металлического трубопровода, но долговечность – значительно больше. О том, как сварить полипропиленовую трубу правильно, знает даже начинающий инженер-монтажник.
Маркировочный код для полипропиленовых труб, принятый производителями всего мира – это буквенное обозначение PN, что значит «полипропилен», и цифровой код, указывающий максимальное эксплуатационное давление трубы. Маркировка указывает, где можно применять изделие и как правильно варить отопление из полипропиленовой трубы этого типа.
Смонтированные трубы для отопления должны выдерживать значительное давление, с учетом постоянного нагрева.

Технические характеристики труб указываются на внешней стороне изделия
При отсутствии прямого нагрева внешней стороны полипропиленовой трубы от источников тепла – отопительный котел, прямые солнечные лучи, промышленное оборудование – водопроводная система будет работать без сбоев. Важна и температура, сварка полипропиленовой трубы своими руками будет безупречной при точном соблюдении режима прогрева деталей и минимальное количество деталей, соединенных методом «встык».
Методы соединения ПП труб
Для того, чтобы смонтировать систему правильно, необходимо точно выдерживать технологию монтажа ПП труб. Целевое назначение проекта определяет последовательность сборки системы и то, как правильно сваривать (варить) полипропиленовую трубу.
- муфтовое соединение – при этом оконечная часть ПП трубы сращивается с продолжающим отводом при помощи фитинга в виде муфты. В этом случае чаще всего применяется такая технология сварки полипропиленовых труб, когда разогреваются внешние поверхности полипропиленовых труб и внутренние поверхности стыковочной муфты, так называемая «раструбная» сварка. Результат – прочное, надежное и герметичное соединение, при соблюдении всех этапов сварки и температуры прогрева. Способ раструбной сварки полипропиленовых труб наиболее распространенный;
- соединение встык. Свариваемые поверхности – торцевые срезы ведущей ветки и ответной части полипропиленового трубопровода. Стыковая сварка чаще всего применяется при прокладке труб большого (от 40мм и выше) диаметра.
- технология сварки полипропиленовых труб большого диаметра предполагает использование специального, профессионального оборудования. Соединение обладает высокой прочностью. Если верно выбрана температура и усилие прижима, то соединение получается герметичным;
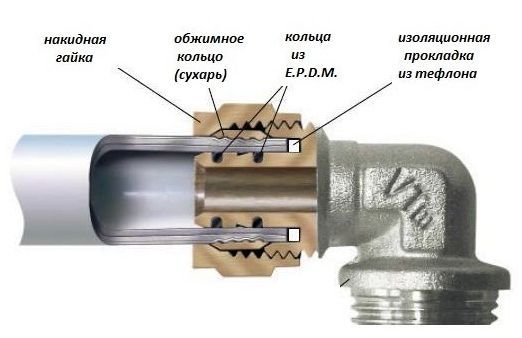
- соединение с использованием зажимных или само — фиксируемых фитингов. Рационально использовать для магистральных трубопроводов с низким уровнем давления;
- холодная сварка полипропиленовой трубы.
Использование клеевых составов и быстро застывающих компонентов с высокой адгезией для создания прочных и герметичных швов.

Трубы небольшого диаметра проще всего соединить при помощи фитингов
Холодная сварка позволяет решить задачу, как сварить полипропиленовую трубу для отопления в местах, где нет возможности задействовать электрооборудование.
Важно! От класса сварочного оборудования качество стыков зависит не меньше, чем от квалификации мастера – монтажника. Трубы необходимо подготавливать к сварочным работам. Наличие грязи, воды, органических веществ и некачественный срез, сварка труб пп с температурой ниже, чем расплав пластика приводят к непрочным швам, и как следствие, о герметичности соединений не может быть и речи.
Технология сварки полипропиленовых труб вручную
Для того, чтобы сваривать ПП трубы, необходимо запастись необходимым оборудованием и комплектующими элементами. В первую очередь составляется подробный проект, определяется вариант сборки и принимается решение о том, как сваривать полипропиленовую трубу с фитингами и ответной частью трубопровода. Исходя из конфигурации и геометрической формы будущего трубопровода, определяется и сварка для полипропиленовой трубы, какая лучше подойдет для конкретного проекта и не повлечет за собой увеличение сметы строительства. Рассчитывается количество поворотных фитингов, тройников ответвления и соединительных муфт и порядок монтажа, он же — порядок сварки полипропиленовых труб.
Во время монтажа возможна корректировка разводки труб, но благодаря легкости соединения это не вызывает особых проблем.
Для ручного сваривания полипропиленовых труб не потребуется большого запаса инструментов и особых навыков. Точное соблюдение последовательности сборки дают возможность создать надежную водопровод или систему отопления, герметичную на всей протяженности.

Ручная сварка труб производится при помощи компактного нагревательного прибора
Инструменты и оборудование:
- ножницы или резак для пластиковых труб. Предпочтительнее ножницы гильотинного типа, с мощным лезвием и зубчатым узлом передачи усилия;
- инструмент для зачистки армированных труб из ПП. Представляет собой специальный резак, а в примитивном виде – прочный нож с удобной рукоятью и коротким лезвием;
- для обезжиривания поверхности целесообразно применять спиртовые компоненты. Как правило, используют этиловый (изобутиловый) спирт. Ацетон, весьма распространенный в качестве обезжиривающего средства для лакокрасочных материалов, не годится для ПП труб – он просто разрушает поверхность, делает ее рыхлой и непрочной;
- паяльник для полипропиленовых труб представляет собой нагреваемую до выбранной температуры (не менее 260 градусов по Цельсию) поверхность – дорн – на который крепятся насадки для труб и фитингов. Паяльники бывают трубообразной формы и в форме вытянутого молота. Трубообразным паяльником удобнее варить трубы в труднодоступных местах;
- обычная строительная рулетка поможет избежать перерасхода материалов. Правильно отмеренная длина участка сведет к минимуму количество подрезов и подгонок;
- шаблон в виде короткого отрезка трубы большего диаметра. Длина шаблона должна точно соответствовать глубине вхождения трубы в фитинг. Лучше и удобнее использовать шаблон с донышком. Стыковая сварка не требует применения шаблонов.
Если правильно соблюдается технология сварки полипропиленовой трубы для отопления, то после остывания сварного шва образуется ровный, аккуратный буртик, одинаковый по высоте на всей своей протяженности.
Важно! Излишек расплавленной пластмассы внутри свариваемых деталей приведет к уменьшению внутреннего сечения трубопровода. Это приводит к незапланированному увеличению давления, и ухудшает проходимость воды или теплоносителя внутри системы отопления. Чем тщательнее подход к пайке, тем лучше качество сварных швов.
Этапы монтажа и особенности пайки
Строгое соблюдение всех этапов создания трубопровода необходимо, только так можно получить надежную систему.

Перед монтажом труб нужно рассчитать и разметить места для креплений и обозначить сложные узлы
Порядок действий таков:
- ПП трубы подготавливаются к работе. Тщательный осмотр внешней стороны позволит выявить еще до этапа сборки те трубы, которые могут иметь производственные дефекты. Это особенно важно для труб, из которых монтируется скрытая система отопления. Определяется температура нагрева труб.
- Подготавливается поверхность для монтажа. Происходит предварительный расчет точек крепления веток разводки ПП трубопровода, и определяются проблемные места будущей системы: пересечение стен и перекрытий, порядок подключения к существующим инженерным коммуникациям. Непосредственно сварка трубы из полипропилена своими руками несложная, хотя иногда варить элементы системы приходится поочередно.
- Подготавливаются инструменты. Обрезное лезвие должно быть заточено таким образом, чтобы создавать ровный перпендикулярный срез, не изменяя геометрию труб.
- Насадки утюга для труб (паяльника) должны быть чистыми, без следов расплавленного пластика и других загрязнений. Очищаются насадки для паяльника во время нагрева, при помощи хлопчатобумажной ткани или деревянной щепки. О том, как правильно варить полипропиленовую трубу каждого конкретного вида информирует в покупателя производитель – в инструкции к паяльному оборудованию указаны уровень температуры и время прогрева.
- Насадки устанавливаются на паяльник, прогреваются до температуры плавления полипропиленовой трубы, сварка происходит за счет размягчения внешнего слоя труб или внутренней поверхности фитинга. Монтаж выполняется правильно, если температура нагрева компонентов соответствует сечению трубы и фитинга.
Качественный инструмент имеет регулировку нагрева, и устойчивую подставку. Сваривать трубы таким паяльником удобно, и при соблюдении минимальной осторожности безопасно.
Промышленные трубопроводы большой протяженности, технологические системы, и системы отопления, в которых используются трубы большого диаметра, принято соединять между собой при помощи специального оборудования, необходимого для равномерного нагрева соединяемых отрезков. Именно так происходит сварка полипропиленовых труб, температуру нагрева контролирует машина автоматически.

Для сварки труб больших диаметров методом «встык» применяется специальная машина
Варить трубопроводную магистраль принято встык, и при наличии механического сварного комплекса соединение получается весьма прочным.
Компоненты стационарного автоматического сварочного комплекса:
- опорная рама, на которой монтируются все составляющие части;
- механическая пила для торцовки труб;
- автоматические захваты для пп труб;
- внутренние само — выравнивающиеся вкладыши, для надежной фиксации труб;
- электронный блок контроля температуры;
- нагревательный элемент.
Как варить трубу из полипропилена при помощи сварочного агрегата
Последовательность действий при работе с механическим сварочным аппаратом немногим отличается от работы с ручным паяльником. Технология сварки полипропиленовых труб в автоматическом режиме схожа с ручной пайкой, за исключение того что зачистка (торцовка) трубы происходит при помощи механической пилы, и прижим труб в месте пайки обеспечивают механические захваты. Процесс называют стыковой сваркой полипропиленовых труб.
Контроль уровня температуры нагрева при сварке полипропиленовых труб и автоматическое отключение нагревательного элемента обеспечивает блок системы управления.
Сварка полипропиленовой трубы встык при помощи автоматического агрегата занимает минимум времени, и отличается высоким качеством шовных соединений. Точная температура сварки полипропиленовой трубы — еще одно преимущество автоматической системы. Для систем отопления это немаловажно, но стоимость профессионального оборудования достаточно высока. Но эта проблема решается просто: можно взять нужные приборы в аренду.



